- 当前位置:
通用磨床的使用及维护
通用磨床的使用及维护
在通用磨床使用中必须注意以下事项:
1)保证各部位润滑充足正常,尤其是砂轮主轴轴承,在开机后,可通过油窗进行检查,润滑油的粘度应严格按照润滑图表的规定。
2)在起动砂轮主轴时,应开停数次,以免刚起动时油膜没形成引起固体摩擦,增加轴承磨损。
3)为了在内圆磨削时将砂轮架快速进退手柄锁紧在前进位置,可将手柄1下面的螺钉2旋紧,则手柄不能前后扳动,如图所示。
4)在开动油泵前为了避免砂轮架液压缸内没油而产生猛烈冲击现象,应注意用手将砂轮架推到最后端并将砂轮快速进退手柄放在后退位置,才能开动油泵。
5)磨削中需要退出砂轮以测量工件尺寸时,当砂轮架退出后,横向进给手轮应反转半周,以免再起动砂轮时发生故障。
6)液压系统的油压均不要随意加以改变。
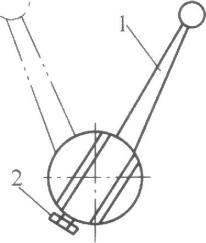
1-手柄;2-螺钉
图 内圆磨削时砂轮架快速进退乎柄的位置
7)下班停车前砂轮空运转(切削液不供应)一段时间,以便甩干吸进的切削液,避免造成砂轮不平衡。
8)在使用磨床前应先阅读使用说明书初步了解机床结构后,再进行实际操作,机床的维护工作主要有以下几方面:
①切削液箱每月至少清理一次,方可注入新的切削液。
②液压系统油箱每3—6个月清洗一次。
③下班后,要将机床各部分擦净,以防生锈。
④砂轮架箱体或其润滑油箱中的润滑油应每个月更换一次。
⑤每班应将工作台开、停手柄开、停数次,以保证液动润滑泵充分润滑工作台导轨(每次不少于4-6个全行程)。
⑥周末下班后彻底清理机床各部位,加工表面应涂上防锈油或润滑油。
⑦周末应将机床电源插头拔下来。
新机床初次开车或停止较长时间后重新开车时,应反复摇动工作台换向手柄,以防止工作台的快速冲击将换向手柄撞断。
- 上一篇 : 什么是龙门磨床?龙门导轨磨床主要结构性特点
- 下一篇 : 平面磨床企业决策讨论沟通管理的标准要求

版权所有:Copyright © 2022 港澳宝奥苹果手机 All rights reserved.
